Adress:
No.233-3 Yangchenghu Road, Xixiashu Industrial Park, Xinbei-distriktet, Changzhou City, Jiangsu-provinsen




• Universalfräsen är lämplig för värmebehandling av alla serier av stålmaterial. Den har en struktur med U-spår och är lämplig för både grovbearbetning och finbearbetning.
• Den är också lämplig för bearbetning av icke-stål- och aluminiummaterial. Den har ett komplett utbud av specifikationer och modeller och ett brett användningsområde.

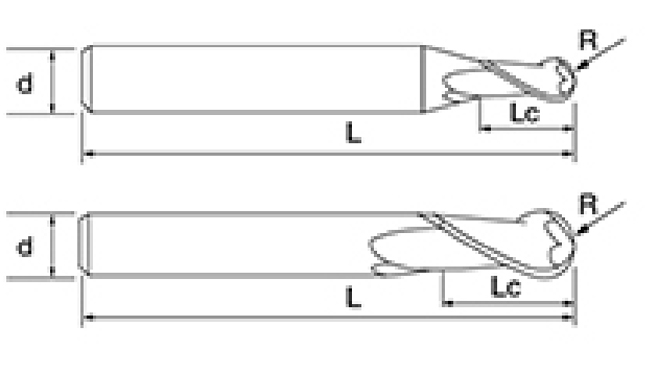
| Nej. | Diameter D | R Vinkel R | Flöjtlängd Lc | Total längd L | Shank Dia d | Bladräkning F |
| NNC-2B-D1 | 1 | 0.5 | 2 | 50 | 4 | 2 |
| NNC-2B-D1 | 1 | 0.5 | 2 | 50 | 6 | 2 |
| NNC-2B-D1.5 | 1.5 | 0.75 | 3 | 50 | 4 | 2 |
| NNC-2B-D1.5 | 1.5 | 0.75 | 3 | 50 | 6 | 2 |
| NNC-2B-D2 | 2 | 1 | 4 | 50 | 4 | 2 |
| NNC-2B-D2 | 2 | 1 | 4 | 50 | 6 | 2 |
| NNC-2B-D2.5 | 2.5 | 1.25 | 5 | 50 | 4 | 2 |
| NNC-2B-D2.5 | 2.5 | 1.25 | 5 | 50 | 6 | 2 |
| NNC-2B-D3 | 3 | 1.5 | 6 | 50 | 3 | 2 |
| NNC-2B-D3 | 3 | 1.5 | 6 | 50 | 4 | 2 |
| NNC-2B-D3 | 3 | 1.5 | 6 | 50 | 6 | 2 |
| NNC-2B-D3.5 | 3.5 | 1.75 | 8 | 50 | 4 | 2 |
| NNC-2B-D3.5 | 3.5 | 1.75 | 8 | 50 | 6 | 2 |
| NNC-2B-D4 | 4 | 2 | 8 | 50 | 4 | 2 |
| NNC-2B-D4 | 4 | 2 | 8 | 50 | 6 | 2 |
| NNC-2B-D4 | 4 | 2 | 8 | 75 | 4 | 2 |
| NNC-2B-D4 | 4 | 2 | 8 | 100 | 4 | 2 |
| NNC-2B-D5 | 5 | 2.5 | 10 | 50 | 5 | 2 |
| NNC-2B-D5 | 5 | 2.5 | 10 | 50 | 6 | 2 |
| NNC-2B-D6 | 6 | 3 | 12 | 50 | 6 | 2 |
| NNC-2B-D6 | 6 | 3 | 12 | 75 | 6 | 2 |
| NNC-2B-D6 | 6 | 3 | 12 | 100 | 6 | 2 |
| NNC-2B-D8 | 8 | 4 | 16 | 60 | 8 | 2 |
| NNC-2B-D8 | 8 | 4 | 16 | 75 | 8 | 2 |
| NNC-2B-D8 | 8 | 4 | 16 | 100 | 8 | 2 |
| NNC-2B-D10 | 10 | 5 | 20 | 75 | 10 | 2 |
| NNC-2B-D10 | 10 | 5 | 20 | 100 | 10 | 2 |
| NNC-2B-D10 | 10 | 5 | 20 | 150 | 10 | 2 |
| NNC-2B-D12 | 12 | 6 | 24 | 75 | 12 | 2 |
| NNC-2B-D12 | 12 | 6 | 24 | 100 | 12 | 2 |
| NNC-2B-D12 | 12 | 6 | 24 | 150 | 12 | 2 |
| NNC-2B-D16 | 16 | 8 | 32 | 100 | 16 | 2 |
| NNC-2B-D20 | 20 | 10 | 40 | 100 | 20 | 2 |
| Bearbetade material | Gjutjärn Nodulärt gjutjärn | Kolstål, legerat stål ~750N/mm² | Kolstål, legerat stål ~30HRC | Förhärdat stål, härdat och härdat stål ~40HRC | Rostfritt stål | Förhärdat stål, härdat och härdat stål ~50HRC | ||||||
| Diameter (mm) | Rotationshastighet (min -1 ) | Matningshastighet (mm/min) | Rotationshastighet (min -1 ) | Matningshastighet (mm/min) | Rotationshastighet (min -1 ) | Matningshastighet (mm/min) | Rotationshastighet (min -1 ) | Matningshastighet (mm/min) | Rotationshastighet (min -1 ) | Matningshastighet (mm/min) | Rotationshastighet (min -1 ) | Matningshastighet (mm/min) |
| R0,5 | 40000 | 800 | 40000 | 800 | 38000 | 700 | 32000 | 320 | 22300 | 200 | 25000 | 275 |
| R1,0 | 24000 | 900 | 24000 | 900 | 19000 | 760 | 16000 | 400 | 11150 | 230 | 13000 | 275 |
| R1,5 | 15500 | 950 | 15500 | 950 | 12750 | 760 | 10600 | 450 | 7400 | 290 | 8500 | 280 |
| R2,0 | 11500 | 950 | 11500 | 950 | 9550 | 760 | 8000 | 550 | 5550 | 370 | 6500 | 370 |
| R2,5 | 9500 | 1050 | 9500 | 1050 | 7650 | 800 | 6400 | 550 | 4450 | 370 | 5000 | 375 |
| R3,0 | 8000 | 1050 | 8000 | 1050 | 6400 | 800 | 5300 | 580 | 3700 | 390 | 4200 | 390 |
| R4,0 | 6000 | 1300 | 6000 | 1300 | 4800 | 950 | 4000 | 700 | 2750 | 455 | 3200 | 440 |
| R5,0 | 4800 | 1200 | 4800 | 1200 | 3800 | 900 | 3200 | 650 | 2200 | 430 | 2500 | 440 |
| R6,0 | 4000 | 1100 | 4000 | 1100 | 3200 | 840 | 2650 | 610 | 1850 | 430 | 2100 | 420 |
| R8,0 | 3000 | 1050 | 3000 | 1050 | 2400 | 800 | 2000 | 600 | 1350 | 380 | 1600 | 375 |
| R10,0 | 2400 | 950 | 2400 | 950 | 1900 | 680 | 1600 | 560 | 1100 | 370 | 1250 | 330 |
| Maximalt skärdjup | 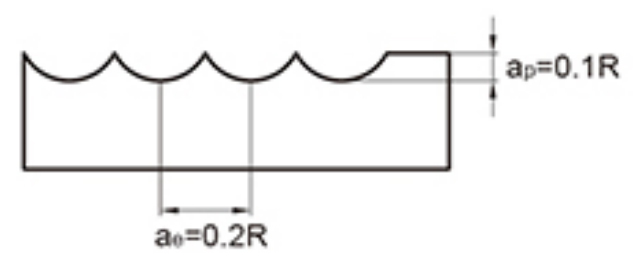 | 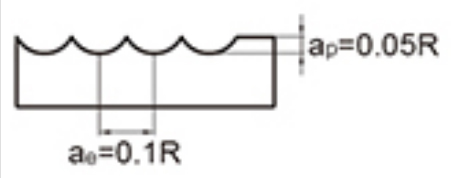 | ||||||||||
1. Använd högprecisionsmaskiner och verktygshållare.
2. Använd luftkylning eller skärvätska som är mindre benägen att producera rök.
3. Det rekommenderas att använda sekventiell fräsning för sidfräsning.
4. När verktygsmaskinens och arbetsstyckets styvhet är dålig kan vibrationer och onormalt ljud uppstå. I detta fall bör hastigheten och matningshastigheten i tabellen ovan minskas från år till år.
5. Minimera verktygets upphängningslängd så mycket som möjligt utan störningar.
| Verktygsserie | Diameter | Radie | Hörnradie | Flöjtlängd | Effektiv längd | Total längd | Shank Dia | |||
| D | R | CR | Lc | L1 | L | d | ||||
| NNC universalhårdmetallfräsar | D0,1~D0,9 | 0 -0,005 | R0,05~R2 | /-0,005 | CR0.05~CR0.5 | /-0,005 | 0 0.2 | 0 0.3 | 0 0.5 | h5 |
| D1.0~D4.0 | 0 -0,008 | 0 0.3 | 0 0.5 | |||||||
| D1.0~D3.5 | 0 -0,008 | R0,5~R1,75 | /-0,005 | CR0.1~CR0.5 | /-0,005 | 0 0.3 | 0 0.5 | 0 0.5 | h6 | |
| D4.0~D11.0 | 0 -0,012 | R2,0~R5,0 | /-0,008 | CR1.0~CR3.0 | /-0,008 | 0 0.5 | ||||
| D12.0~D20.0 | 0 -0,015 | R6,0~R10,0 | /-0,01 | |||||||
NNC-2B pinnfräsar med 2 räfflor erbjuder stor flexibilitet i storleksval, med diametrar från 1 mm till 10 mm, vanliga räfflorlängder från 2 mm till 25 mm och totala längder inklusive 50 mm, 75 mm och 100 mm. Dessa olika kombinationer kan uppfylla en mängd olika bearbetningskrav, såsom grunda spår, fasskärning och komplex konturbearbetning, samtidigt som de bibehåller en stabil verktygsstyvhet även vid mindre diametrar.
Verktyget har en kulnäsgeometri och dess böjda skäregg hjälper till att minska skärmotståndet och förbättra ytfinishen. Den balanserade fördelningen av skäreggar längs bågövergången säkerställer mer enhetlig kraft under drift, vilket effektivt minskar verktygsvibrationer och ytterligare förbättrar ytkvalitet och dimensionsnoggrannhet.
Pinnfräsarna med 2 räfflor är tillverkade med högprecisions CNC-slipteknik med en hög seghet, icke-fragmenterbar (0,6 μm) finkornig matris, som kan bibehålla skärpa och hållbarhet även under höghastighetsskärningsförhållanden. Den senaste krom-aluminiumkompositbeläggningen har utmärkt värme- och slitstyrka, vilket gör att pinnfräsen kan bibehålla stabil prestanda vid höga temperaturer och avsevärt förlänga verktygets livslängd.
Dessa pinnfräsar är lämpliga för ett brett utbud av material med hårdhet upp till HRC45, inklusive kolstål, legerat stål, förhärdat stål och gjutjärn, samt icke-järnmetaller som kopparlegeringar.










Företagsetablering
Anställda

Changzhou Maton Tools Co.,Ltd. ligger i den ekonomiskt utvecklade Yangtze River Delta-regionen. Fabriken ligger i Xixiashu High-tech Development Zone, en välkänd verktygsstad i Kina. Vi är 2 st ändfräsar för flöjtkulnos Tillverkare.
Magotantools använder kvalitetssystemet ISO9001 som standard, under ledning av affärsfilosofin "noll produktfel" och "noll serviceavstånd", baserat på andan av "integritet", "enhet" och "utnyttjande", och följer en rättvis och rättvis företagsledning. Produktproduktionen använder femaxliga och sexaxliga CNC-slip- och bearbetningscentra från Tyskland, Schweiz, Japan etc., och är utrustad med högprecisionstestutrustning från Tyskland, Japan och Kina, för att möta produktionsbehoven med hög kvalitet och kvantitet.
Företaget utvecklar kontinuerligt olika högpresterande CNC-verktyg och har vunnit olika nationella utmärkelser. Professionell 2 st ändfräsar för flöjtkulnos FöretagMed mer än 10 patent används företagets produkter huvudsakligen inom försvarsindustrin, flygindustrin, bilindustrin, elektronikprodukter och formar samt andra områden.
Företagets olika produkter är erkända och omtyckta av välkända inhemska företag. Med oändlig teknologi, oändlig skapandeförmåga och strävan efter excellens kommer Magotan-verktyg att skapa framtida välstånd och drömmar med mer extraordinärt självförtroende och hög kvalitet.
Vi svarar dig inom 12 timmar efter att vi mottagit förfrågan på vardagar.
Vi är tillverkare, vi producerar och säljer oss själva.
Vi tillverkar huvudsakligen fräsar i volframstål, borrar och andra hårdlegerade verktyg. Professionella 2 st ändfräsar för flöjtkulnos Tillverkare.
Våra produkter täcker nästan hela formindustrin, försvarsindustrin, flygindustrin, bilindustrin, elektronikprodukter och andra områden.
Ja, vårt huvudfokus ligger på kundanpassade produkter. Vi utvecklar och producerar produkter baserat på ritningar eller prover från kunder. Specialanpassade 2-skäriga kulspetsfräsar.
Vi har över 30 enheter av WALTER från Tyskland, Makino från Japan, ROLLMATIC från Schweiz och TTB från Schweiz, med ett årligt produktionsvärde på 80 miljoner RMB. Vi är 2 st ändfräsar för flöjtkulnos Företag
Först utför vi motsvarande inspektioner efter varje process. För slutprodukten kommer vi att genomföra 100 % fullständig inspektion enligt kundens krav och internationella standarder;
Sedan har vi avancerad och komplett testutrustning av högsta kvalitet i branschen, såsom spektralanalysatorer, metallografiska mikroskop etc., som kan säkerställa stabilitet och konsistens hos skärverktyg, samtidigt som kundernas högprecisionskrav för skärverktyg uppfylls.
Vid offert kommer vi att bekräfta transaktionsmetoden med er, FOB, CIF, CNF eller andra alternativ. Vid bulkproduktion gör vi vanligtvis en förskottsbetalning på 30 % först och betalar sedan resterande belopp vid uppvisande av konossementet. Vi använder oftast T/T som betalningsmetod, men L/C är också acceptabelt.
Vi är 2 st ändfräsar för flöjtkulnos Tillverkare i KinaVåra fotavtryck finns över hela världen. Vi erbjuder kvalitetsprodukter och tjänster till kunder från hela världen.

No.233-3 Yangchenghu Road, Xixiashu Industrial Park, Xinbei-distriktet, Changzhou City, Jiangsu-provinsen

+86-18068566610

sales@magotan-tools.com
+86-18068566610
